よくある質問
会社・製品全般について
セルフクリンチングファスナーとは、プレスによって固定力を得る締結具のことです。ナットの一種で加締めと同様の働きをし、ねじが切れない薄物板や、力がかかるような部所に使用されます。また、バリ取りやサラモミが不要で、美しい仕上がりになります。
情報通信関係・車輌関係・交通機器関係・工作機械関係・医療機器関係・建設関係・食品機器関係・計測機器関係・アミューズメント関係等、その他さまざまな分野で使用されています。
設立以来、セルフクリンチングファスナーの先駆者として常に技術開発に取り組み、ISOの認証や特許を取得してまいりました。また、徹底した管理体制のもと国内に自社工場を構え、高精度・高品質を実現させ、常に環境問題も取り組み、皆様のご要望にお応えしています。
標準品や、材質や処理にご指定がない特注品はすべて、RoHS2指令(10物質)やREACH規制に対応しています。
特別な資格は一切必要ありません。どなたが作業しても安定した強度を保つ事ができます。
簡易プレス機と製品によっては治具が必要です。
簡易プレス機は使用する製品の“性能表”の“圧入加力”を参考にしていただき、その圧入加力以上の加圧が可能なプレス機が必要です。(例:FS-M3-0はAL5052の母材に圧入時6.9kN(700kgf)の圧入加力となりますので、6.9kN以上の加圧が可能なプレス機が必要です)
治具はプレス機で圧入しても変形しない材質での治具が必要です。(例:SK材に焼き入れ処理等)。
必要以上の圧入加力で圧入(過圧入)すると、板金のキズ・たわみ、製品が変形して脱落やねじがきつくなる原因になります。
また、圧入加力が弱いと(圧入不足)、製品の脱落の原因になります。面一までの圧入を推奨しています。
寸法外の治具の使用や、治具のキズも、製品のキズや板金のキズ・たわみの原因になります。
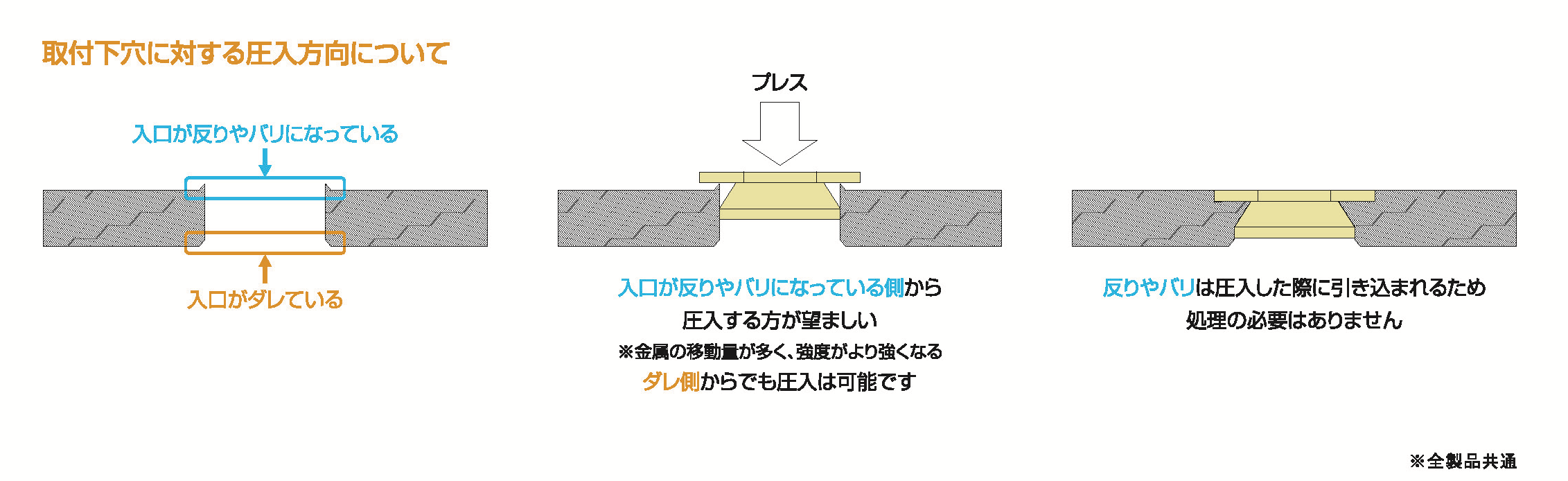
入口が反りやバリになっている側から圧入する方が望ましいです。
金属の移動量が多くなり、強度がより強くなります。
反りやバリは圧入した際に引き込まれるため、処理の必要はありません。
(ダレ側からでも圧入は可能です)
板金はAL5052やSECCに適しています。その他の材質(銅板等)も多々実績はございます。
製品よってはSUS430にも圧入可能です。SUS430につきましては、各製品の“材質と処理”の注意書きをご確認ください。
ラインナップによっては、SUS304に圧入可能な製品も取り扱っております。
各製品の“性能表”をご参考ください。
当社品を取り付ける板金下穴の中心から板金の端まで最低保っていただきたい距離です。
推奨値外での取り付けは板金端の膨らみや当社品強度低下の原因になります。
当社品は板金の金属流動により加締まっています。
板金の端に圧入しますと金属流動が板端に影響し膨れが生じてしまいます。
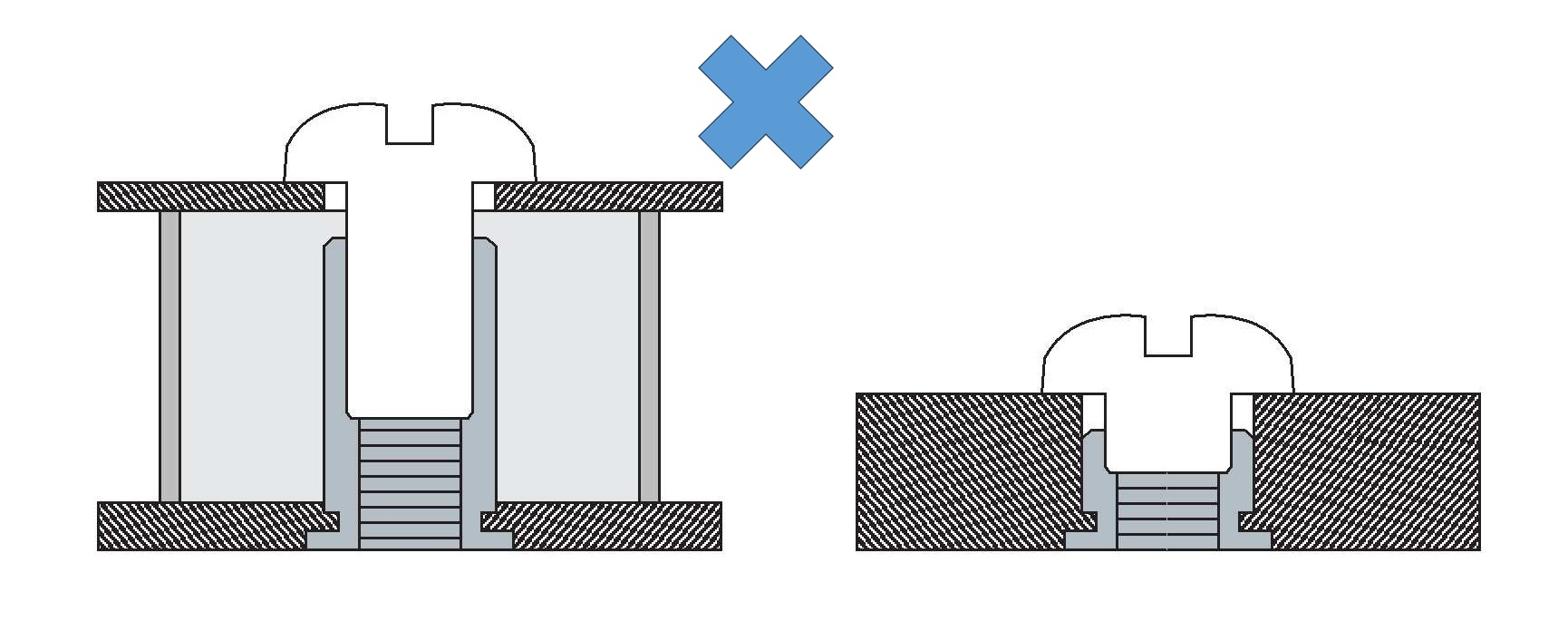
下記図のようにスペーサーと取付部材との間に隙間が空いているとボルト締め付け時の引っ張る力でスペーサーが破断します。
スペーサーと取付部材は密着してご使用下さい。
(構造設計時に隙間が無い構造にするか、圧入母材をスペーサーの高さ以下にご設定ください。)
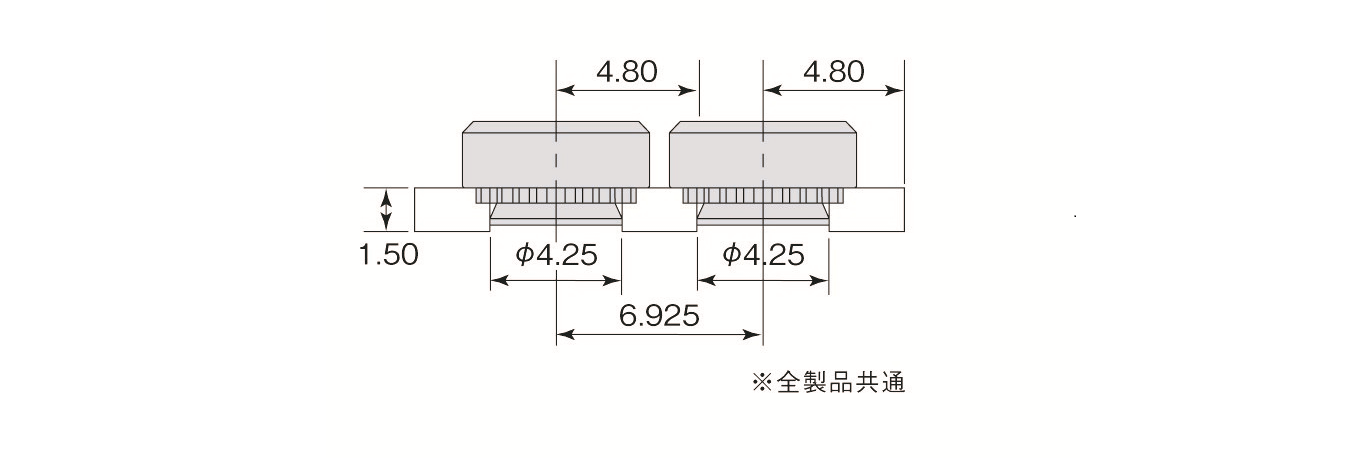
板金曲げ加工時、取付穴中心と板金曲げ部外側までの距離は「取付穴中心と板端の最小距離」と同距離を推奨します。
下記図のように、取付下穴中心と曲げ部外側の距離で確保頂ければ問題ありません。
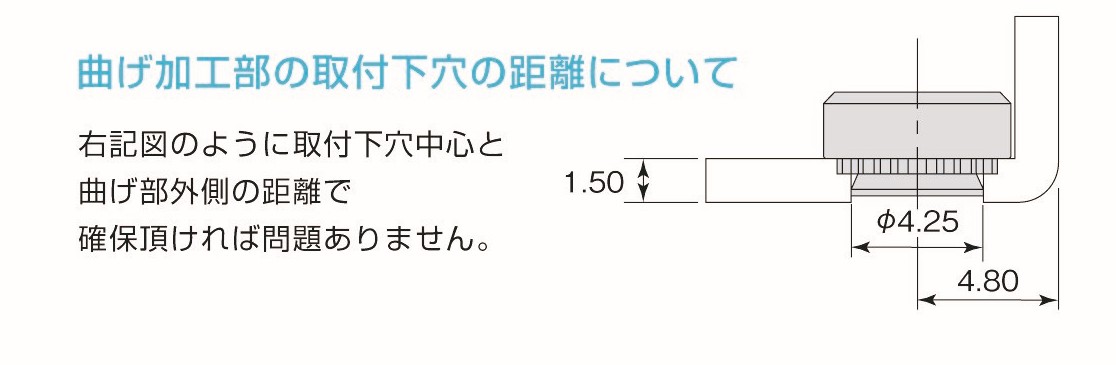
下記の例をご参照下さい。
例:FS-M3-2を使用した場合
取付下穴中心端の距離:4.8mm
取付穴径:φ4.25 +0.08 -0
ピッチ=4.8+(4.25÷2)=6.925
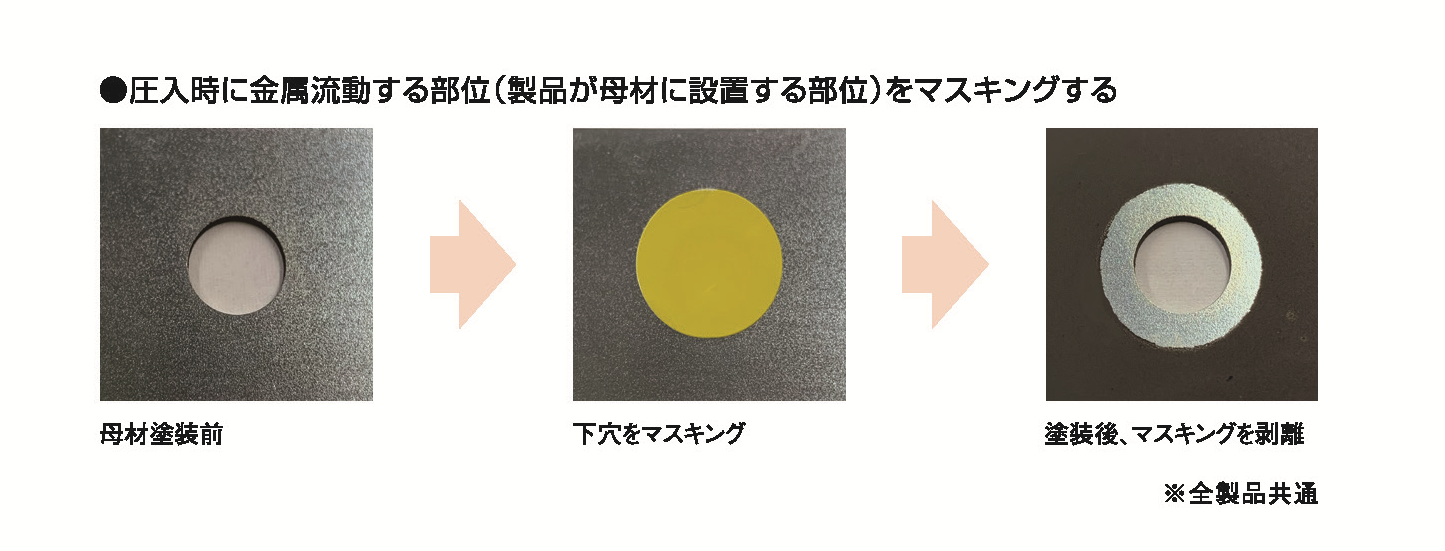
膜厚が10μm程でしたら問題なくご使用できますが、それ以上の膜厚ですと、強度不足による脱落や、鍍金や塗装の割れに繋がる恐れがあります。
当社品は通常、板金の金属流動によって加締められているため、鍍金や塗装の膜厚が厚いと、加締め部に金属ではなく塗料が入り込んでしまいます。
圧入前に塗装する際は、圧入部をマスキングすることを推奨致します。
標準品は通常受注後2日程です(状況により在庫が無い場合もございます)。
ご指定の場所までお送りいたします。お気軽にお問い合わせください。
お気軽にお問い合わせください。
標準品は通常、最小ロット100個で、100個単位の販売です(一部ラインナップは最小ロット10個で10個単位でも承ります)。
他の加工法との違いについて
(1)作業が安全・効率化
スパッタの発生がありません。(火花が発生する事はありません)
作業者に資格が不要で、作業の経験が少なくても対応できます。
(2)仕上がりがきれい
位置決めが簡単(穴に製品を置くだけ)なため、ズレが起きにくいです。
垂直度は保たれます。
また、「焦げ(こげ)」や「チリ」が発生しないので板を磨く必要がありません。
(3)後処理が楽
歪み(ひずみ)が起きにくいので余計な手直しは不要です。
- バリやヒゲが発生しません(ねじ部をバリ取りする必要がありません)。
- 脱脂している状態で出荷していますので、ねじ穴から油分が出る事はありません。
- ねじ有効がきちんととれているため、ねじ強度が強くなります。
- 製品数個を同時に圧入できますので、作業時間や作業工程が少なくなります。
- 板金の寸法精度寸法が保たれます。
- 平行度が保たれます。
- ねじ強度が強くなります。(ねじ山が多いため)
- 少ないスペースで圧入できます。
- 作業工程が少なくなります。
金属流動で加締めていますので、トルク値は強くなります。
環境資料について
環境関連に関する情報(RoHS指令およびREACH規制の証明書・材料証明書・MSDS・chemSHERPA・IMDS等)の開示が可能です。
開示の際はご必要な状況等をお伺いする場合もございます。詳しくはお問い合わせください。
標準品(カタログ掲載品)以外の製品について
製作可能です。
得意材質はSUS303・SUS304・SUS316・SUM材(鉛フリー材対応)・真鍮(カドミレス材対応)・ AL材などです。
その他の材質も対応いたしますので、お気軽にお問い合わせください。
対応可能です。三価クロメートやニッケル鍍金以外にも金・銀・スズ・銅・無電解ニッケル処理なども対応しています。
その他も対応いたします。お気軽にお問い合わせください。
製作可能です。0.01mm単位でご指定いただけます。お気軽にお問い合わせください。
製作可能です。製作実績は多々ございます。お気軽にお問い合わせください。
製作可能です。製作実績は多々ございます。お気軽にお問い合わせください。
製作可能です。#2-56・#4-40・#6-32・#8-32等それ以外も製作実績ございます。
お気軽にお問い合わせください。
製作可能です。製作実績は多々ございます。
ご希望の径や長さ等の寸法を明記のうえ、お気軽にお問い合わせください。
製作可能です。製作実績は多々ございます。
ご希望の径や長さ等の寸法を明記のうえ、お気軽にお問い合わせください。
製作可能です。製作実績は多々ございます。
ご希望の外径・内径・長さ等の寸法を明記のうえ、お気軽にお問い合わせください。
製作可能です。製作実績は多々ございます。
ご希望の外径・面取り径(ザグリ径)やザグリ深さを明記のうえ、お気軽にお問い合わせください。
対応可能です。お気軽にお問い合わせください。
基本的には2,000個から対応いたします。
形状によっては最小ロット数も異なります。まずはお気軽にお問い合わせください。
対応可能です。詳しくは当社までお気軽にお問い合わせください。
一部ラインナップを除きますが基本的には対応可能です。ご希望の形状を明記のうえ、お気軽にお問い合わせください。
切削品について
基本的には製作可能です。お気軽にお問い合わせください。
トラブルでお困りの方
まずは取付下穴のサイズをご確認ください。取付下穴が大きいと、がたつきやぐらつきの原因になります。
製品の取付穴径は、各製品紹介の“寸法表”をご確認ください。
まずは圧入加力をご確認ください。圧入加力が大き過ぎると製品が変形します。
製品の圧入加力は、各製品紹介の“性能表”をご参考ください。
まずは圧入加力をご確認ください。圧入加力が大き過ぎますと製品が変形しボルトが通らなくなります。
製品の圧入加力は、各製品紹介の“性能表”をご参考ください。
まずは下型(治具)の形状や寸法をご確認ください。下型(治具)が製品の必要部以外に干渉していますとキズの原因になります。また、プレス機のパンチにキズが無いか、パンチが水平であるかご確認ください。
下型(治具)につきましては、各製品紹介の“取付”をご確認ください。
まずは取付穴中心と板端の最小距離をご確認ください。板端の近くに製品を圧入すると、板の膨れの原因になります。
製品の取付穴中心と板端の最小距離は、各製品紹介の“寸法表”をご確認ください。
まずは圧入加力をご確認ください。圧入加力が大き過ぎますとセルスペーサーなどの場合、板金にプレスの痕が付いてしまいます。また、プレス機のパンチや下型(治具)にキズが無いか、パンチが水平であるか、下型(治具)の寸法をご確認ください。
製品の圧入加力は、各製品紹介の“性能表”をご参考ください。
鍍金処理時に酸洗いの有無(ある場合は酸に漬ける時間や酸の濃度)をご確認ください。長時間酸に漬けたり、濃度の高い酸に必要以上に漬けると製品の表面が荒れます。
大変お手数ではございますが、当社直接販売のお客様名・当社品名・ロットNoもしくは製品入荷日・発生数・発生割合(おおよその割合でも結構です)・発生内容を「お問い合わせフォーム」よりご連絡ください。