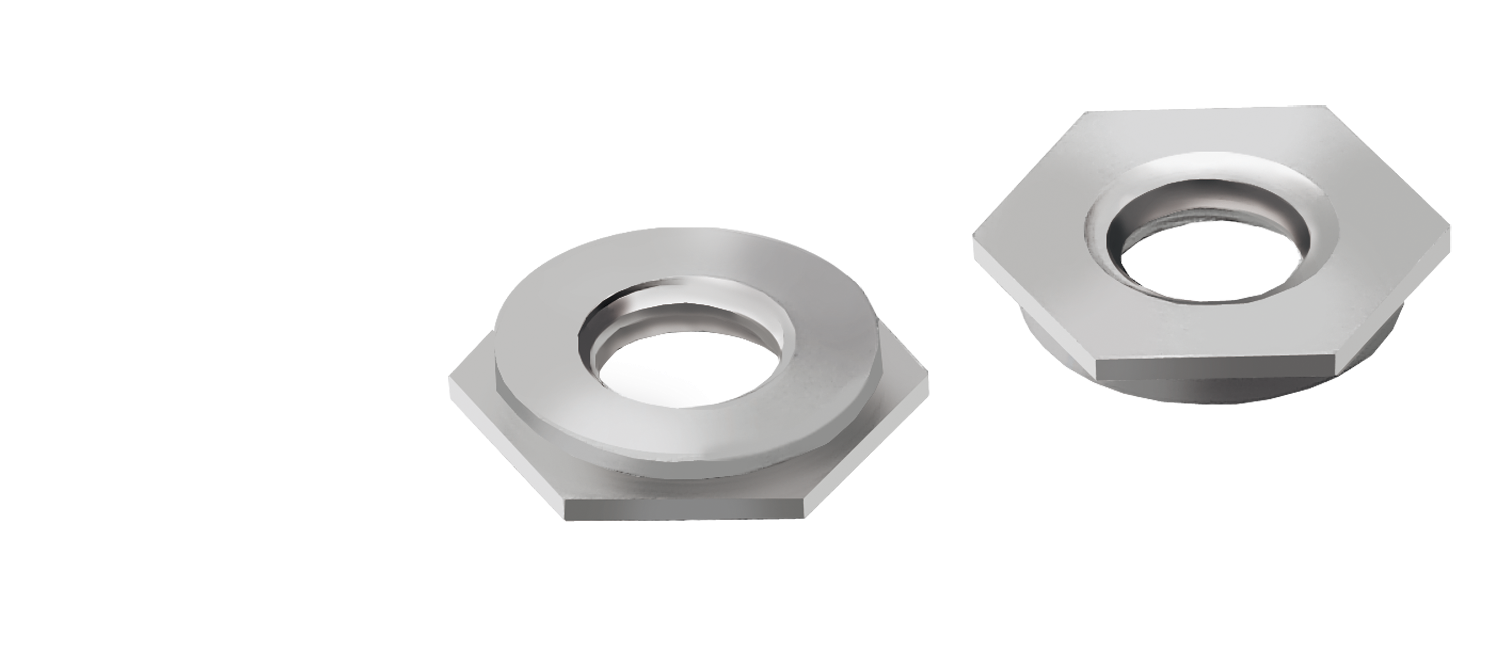
セルパネルファスナー
セルパネルファスナー
- RoHS2対応品
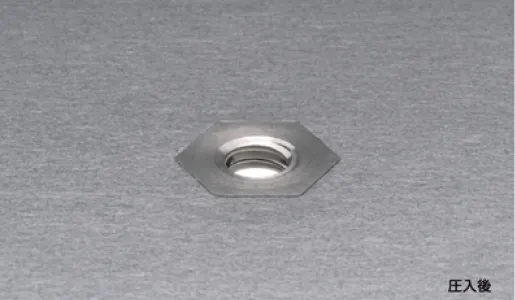
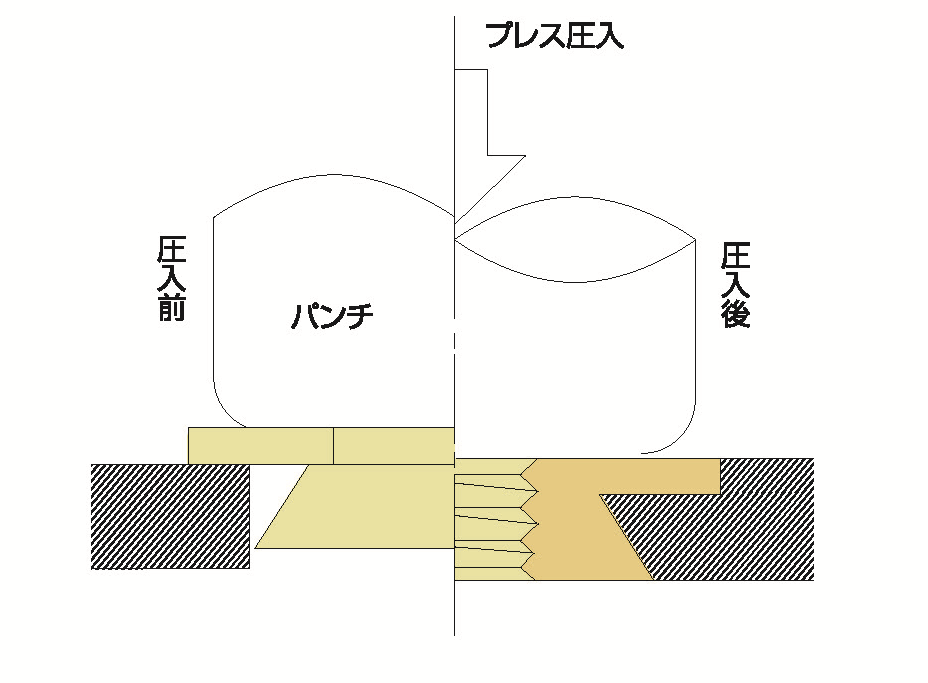
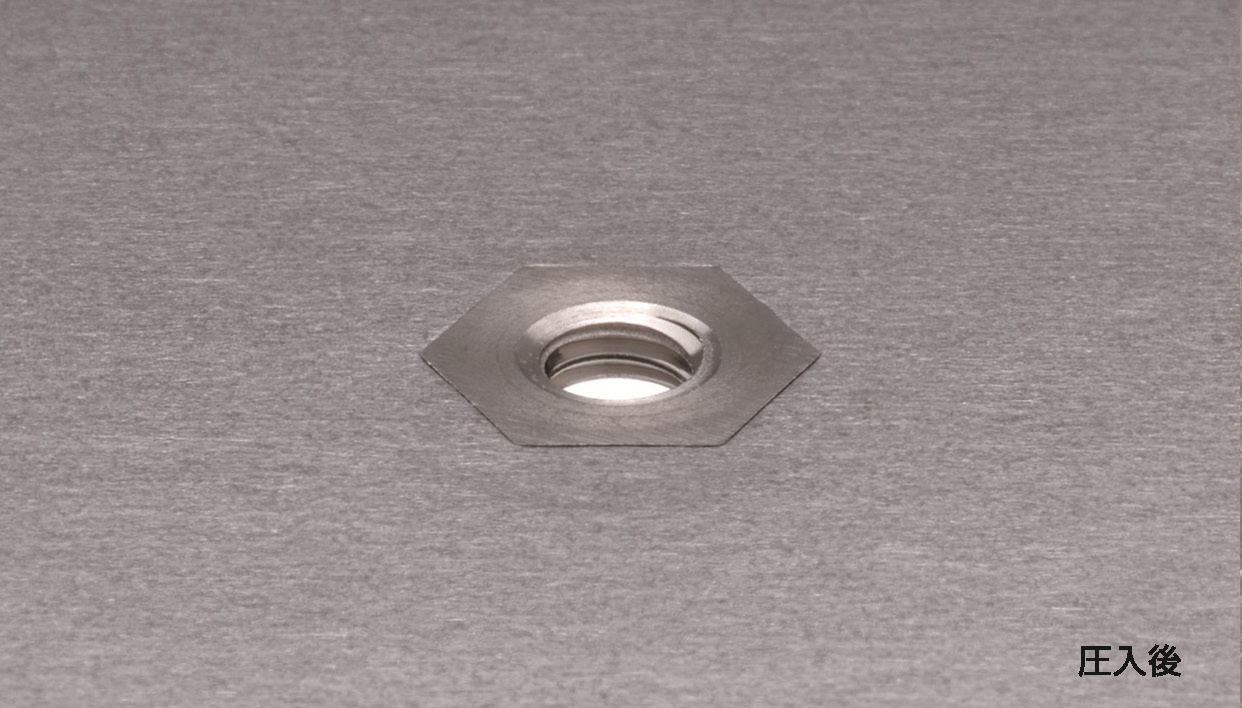
圧入されると六角フランジ部が母材を変形流動させ、テーパー部へ母材を流し込みます。これにより、強い押抜き力を生じ、六角部で高いトルクが得られます。
通常の空圧、油圧プレスで、アルミ板にステンレスネジを埋めることができます。特殊工具は必要ありません。
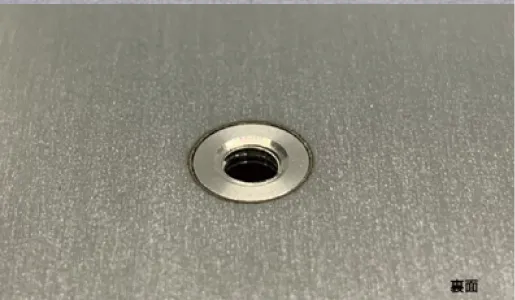
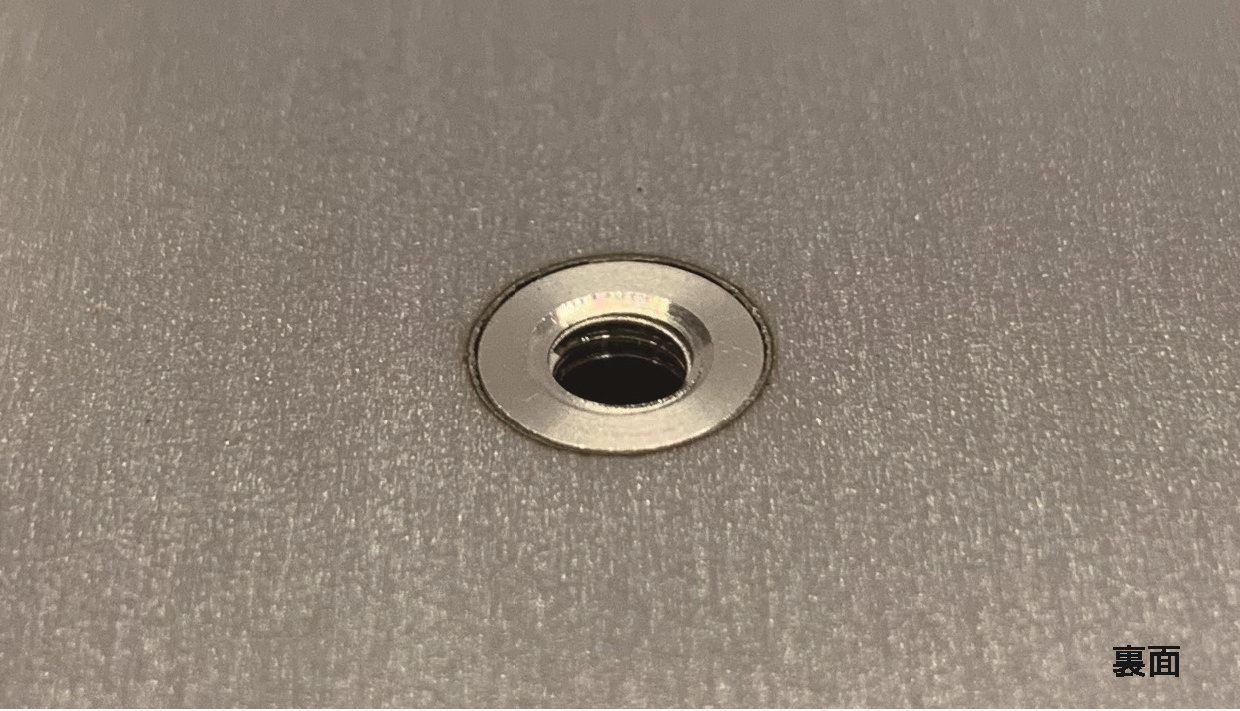
埋め込み後も、アルミ板の表面、裏面ともに突起が生じません。

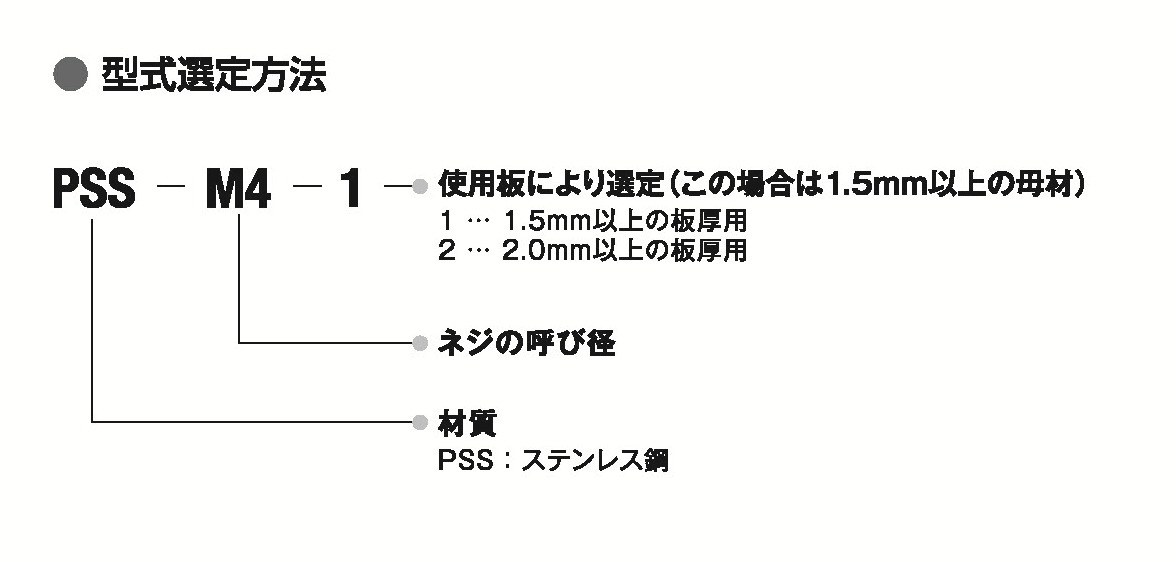
セルパネルファスナーの型式選定方法
薄板用セルパネルファスナーの寸法表
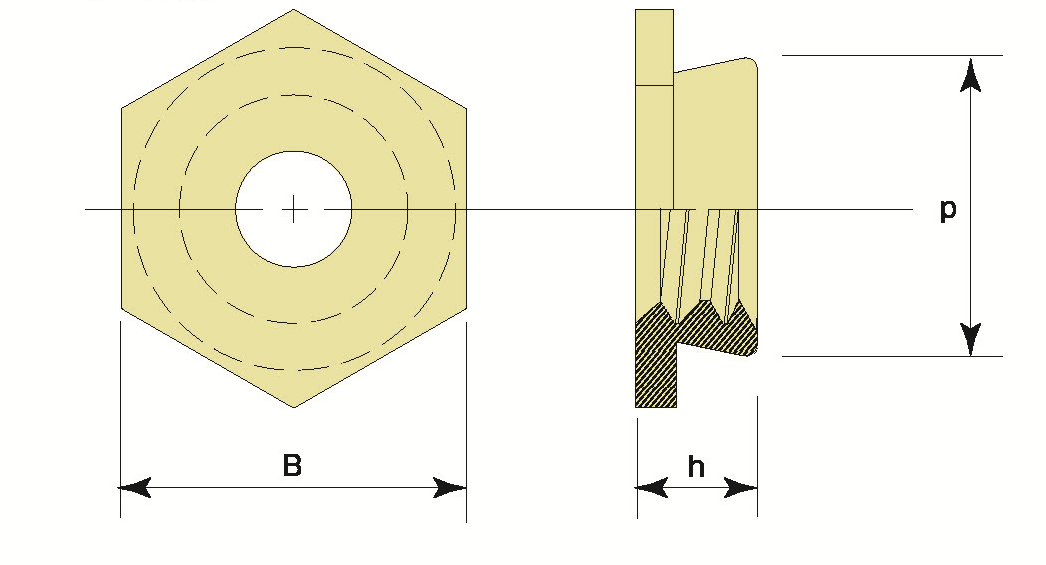
単位mm
| ねじの呼び | ピッチ | 型式 | h最大 | 使用可能 最小板厚 |
p最大 | 取付穴径+0.08 -0 | B±0.3 | 取付穴中心と 板端の最小距離 |
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| M2 | 0.4 | PSS-M2-1 | 1.5 | 1.5 | 4.38 | 4.4 | 5.0 | 6.0 | ||||||||||
| PSS-M2-2 | 2.0 | 2.0 | ||||||||||||||||
| M3 | 0.5 | PSS-M3-1 | 1.5 | 1.5 | 4.38 | 4.4 | 5.0 | 6.0 | ||||||||||
| PSS-M3-2 | 2.0 | 2.0 | ||||||||||||||||
| M4 | 0.7 | PSS-M4-1 | 1.5 | 1.5 | 7.38 | 7.4 | 8.0 | 7.2 | ||||||||||
| PSS-M4-2 | 2.0 | 2.0 | ||||||||||||||||
| M5 | 0.8 | PSS-M5-1 | 1.5 | 1.5 | 7.88 | 7.9 | 9.0 | 8.0 | ||||||||||
| PSS-M5-2 | 2.0 | 2.0 | ||||||||||||||||
※表記以外のその他寸法についてはお問い合わせ下さい。
弊社規格品のねじ精度はJIS 2級またはISO 6H,6gの有効径範囲を満たすものである。(JIS B0209-2、M2.6のみJIS B0209-1968)
※表面処理後や打痕、キズ等による変形時は有効径を基準寸法まで許容する。(JIS B0205-4)
セルパネルファスナーの取付
従来の設備(標準プレス機)で圧入。
- 定められた取付け下穴をあける。
(注)この時取付側の取付穴のバリ等の母材を削り取る処理はせず、そのまま圧入する。 - セルパネルファスナーのガイド部(パイロット部)を取付下穴に挿入する。
- プレスで六角フランジ部が相手母材と面一になるまで加圧する。
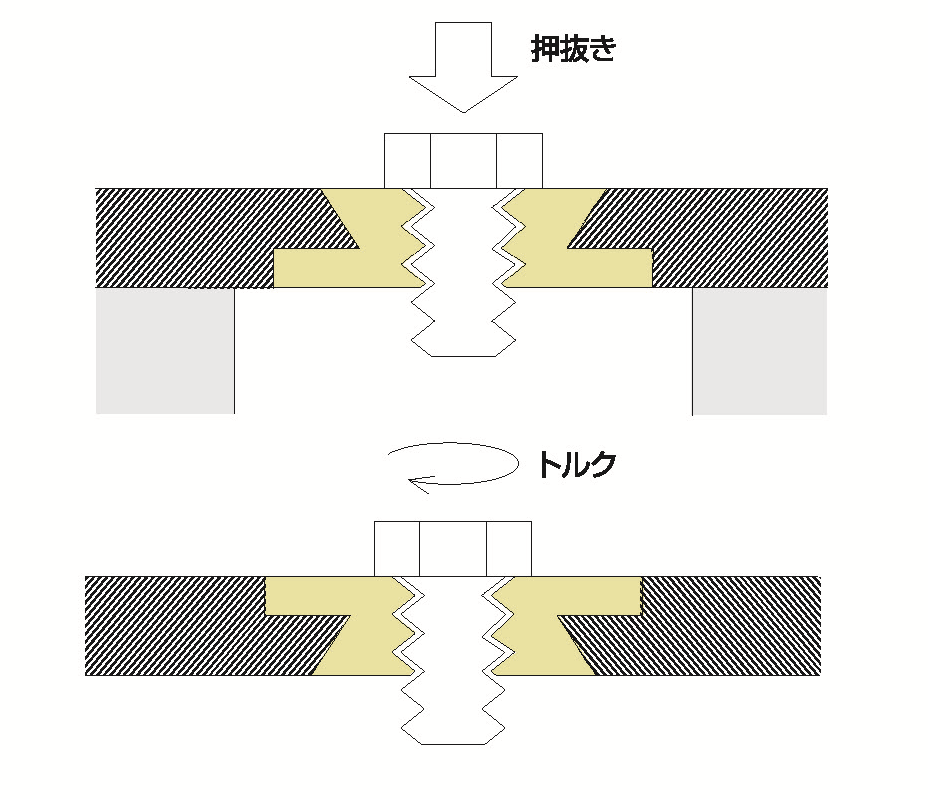
信頼性
高い押抜力、回転トルクが得られます。
- 圧入する事により六角フランジ部が相手板材を塑性変形させ、逆テーパーになったシャンクの周囲に固定されるため、高い押抜力が得られます。
- 六角フランジ部が相手金属を六角形に変位させるので、高い回転トルクが得られます。
結果
綺麗な仕上がりです。
- プレス後の後処理は基本的に不要です。
- 相手板の両面ともに平滑で突起がありません。
- アルミ材等の薄板に強固なメネジが設定できます。
セルパネルファスナーの性能表
| ねじの呼び | h 区分 |
相手部材 の板厚 (mm) |
母材 AL5052 | 母材 SECC | 母材 SUS430KD | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 圧入加力 kN(kgf) |
耐押抜力 kN(kgf) |
トルク N・m (kgf・cm) |
圧入加力 kN(kgf) |
耐押抜力 kN(kgf) |
トルク N・m (kgf・cm) |
圧入加力 kN(kgf) |
耐押抜力 kN(kgf) |
トルク N・m (kgf・cm) |
|||
| M2 | -1 | 1.5 | 7.8 (800) | 0.686 (70) | 1.3 (13) | 11.8 (1200) | 0.686 (70) | 1.3 (13) | 11.8 (1200) | 0.490 (50) | 1.3 (13) |
| -2 | 2.0 | 14.7 (1500) | 0.981 (100) | ||||||||
| M3 | -1 | 1.5 | 11.8 (1200) | 0.490 (50) | |||||||
| -2 | 2.0 | 14.7 (1500) | 0.981 (100) | ||||||||
| M4 | -1 | 1.5 | 9.8 (1000) | 1.079 (110) | 3.4 (35) | 14.7 (1500) | 1.079 (110) | 3.4 (35) | 19.6 (2000) | 1.275 (130) | 2.0 (20) |
| -2 | 2.0 | 1.961 (200) | 3.9 (40) | ||||||||
| M5 | -1 | 1.5 | 10.8 (1100) | 1.471 (150) | 5.9 (60) | 17.7 (1800) | 1.471 (150) | 5.9 (60) | 29.4 (3000) | 1.471 (150) | 2.9 (30) |
| -2 | 2.0 | 33.4 (3400) | 2.942 (300) | 6.9 (70) | |||||||
※表記データは参考値です。測定器・使用条件により、多少の変化が生じます。
セルパネルファスナーの材質と処理
| 型式 | 材質 | 仕上げ |
|---|---|---|
| PSS | ステンレス鋼 | 脱脂 |
※相手母材がSUS430には圧入可です。
※相手母材がSUS303,304には圧入不可です。