他の加工方法との比較
セルフクリンチングファスナーと同じように締結する方法として、溶接スタッドやバーリングめねじ加工、加締め(カシメ)ボスなどがあります。
これらによる締結と、セルフクリンチングファスナーとの違いについて紹介します。
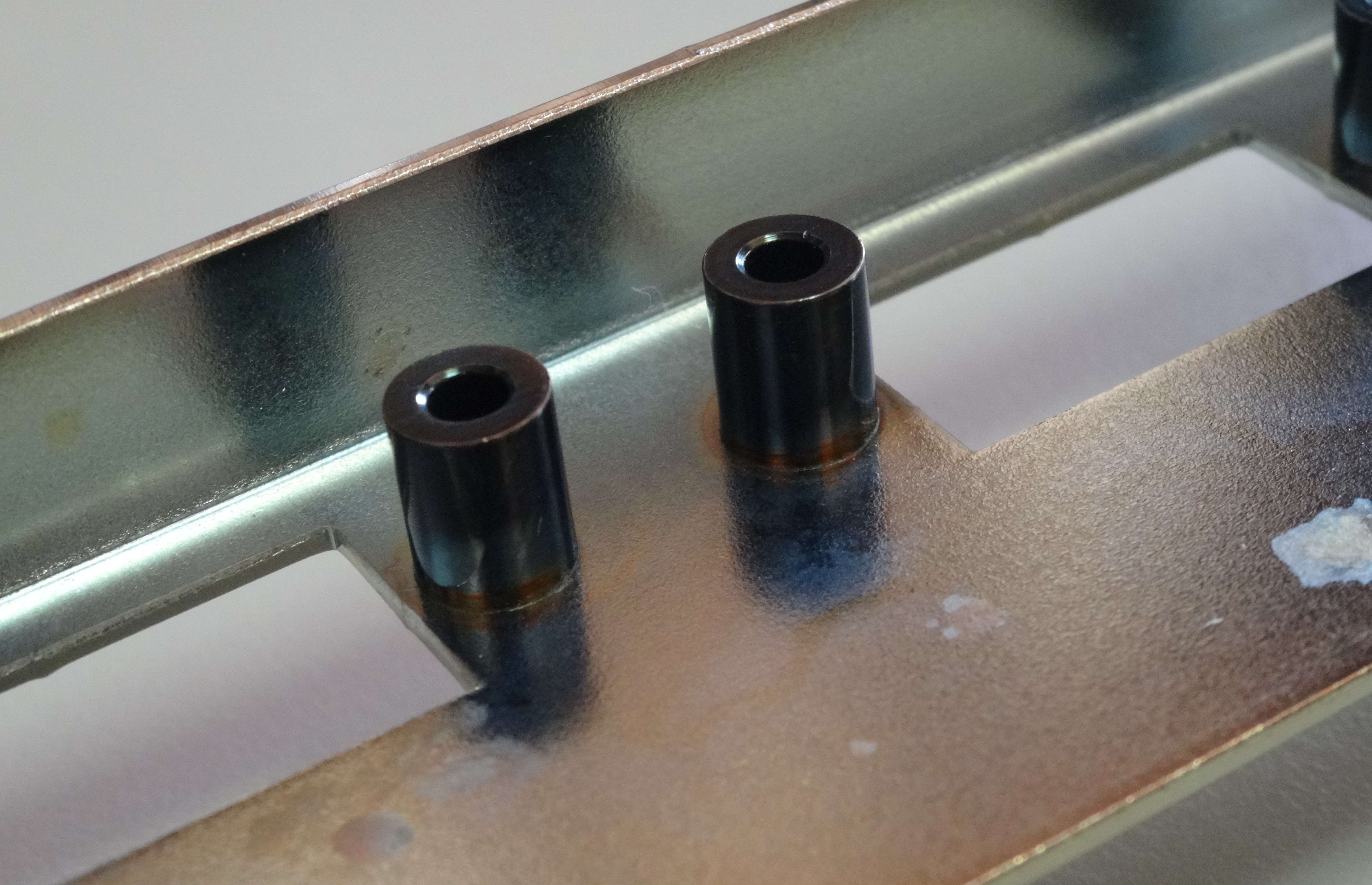
溶接スタッド(溶接ナット)との違い
- 作業者に資格が不要で、作業の経験が少なくても対応できます。
- スパッタ(火花)が発生しないため、安全に作業ができます。
- 焦げやチリが発生しないので、板を磨く必要もなく後処理が楽です。
- 位置決めが簡単(穴に製品を置くだけ)なため、ズレが起きにくいです。
- 歪みが起きにくいので、余計な手直しは不要です。

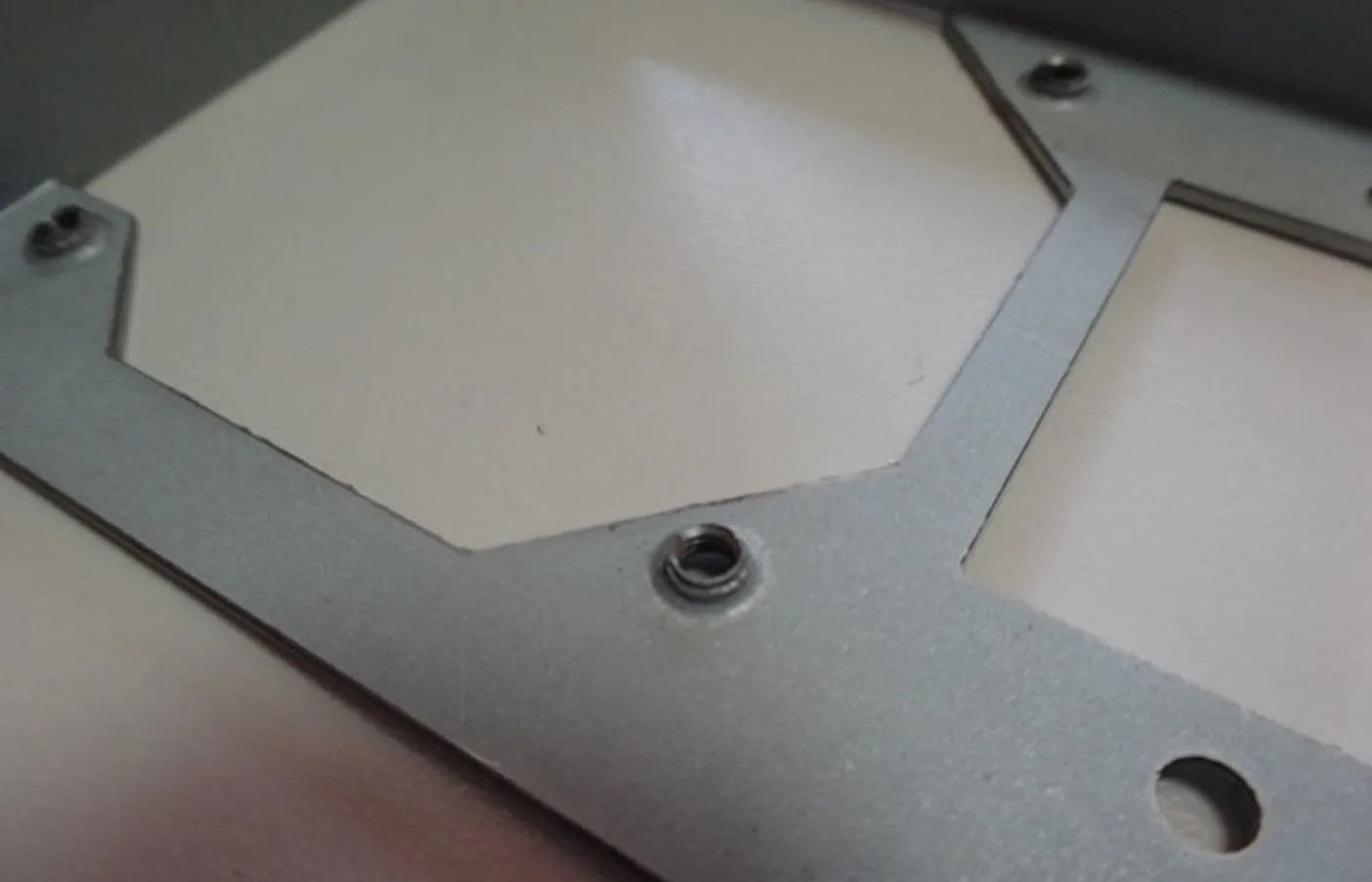
バーリングめねじ加工、板金直接タップとの違い
- バリやヒゲが発生せず、ねじ部をバリ取りする手間が省けます。
- 脱脂している状態で出荷していますので、ねじ穴から油分が出る事はありません。
- ねじ有効がきちんと取れているため、ねじ強度が強くなります。
- 製品数個を同時に圧入できますので、作業時間や作業工程が少なくなります。
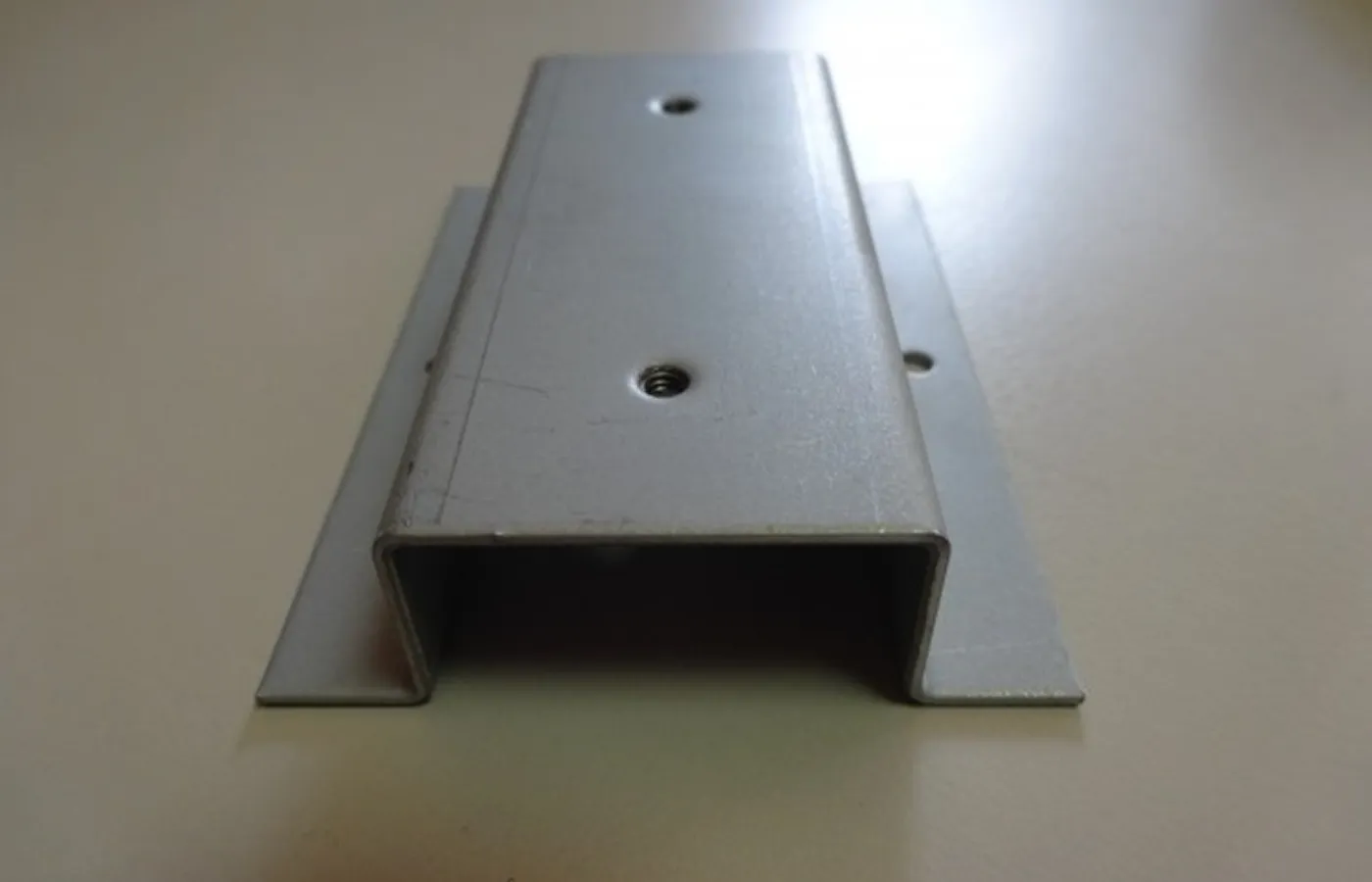
段曲げ後のバーリング加工との違い
- 板金の寸法精度が保たれます。
- 平行度が保たれます。
- ねじ山が多いため、ねじ強度が強くなります。
- 少ないスペースで圧入できます。
- 作業工程が少なくなります。
加締めボス(カシメボス)との違い
- 金属流動で加締めていますので、トルク値は強くなります。



金属製品の受託加工もお受けします
自社工場には、セルフクリンチングファスナーを製造するための多様な生産設備を揃えています。この設備と、これまで培った技術やノウハウを活かし、金属製品の受託加工サービスも取り扱っています。
自社工場では、穴あけ、施削、シェーパー、フライス加工、タップ加工、面取りなど複合加工が可能な設備になります。精密な寸法や各種幾何公差等の精度実現と、徹底した管理・検査体制で、高品質な加工を短納期でお届けします。